
ホルンのできるまで
ホルンの工場見学
コンピューターシミュレーションによる設計
ヤマハが管楽器の本格的な開発に着手したのは昭和38年でした。伝統の技術をあまねく継承し、世界の最高級品を目指し、現在世界のトップブランド=ヤマハとして高い評価を得ています。昭和42年頃より始められた音響学の研究とその成果は、管体形状のデザインなどにいち早く応用され、コンピューターシミュレーションによる精密な設計により、管楽器の音程に対するイメージを一新しました。
クラフトマンシップとニューテクノロジーの融和の結果安定した音程を持つ楽器の量産、つまり高品質な製品を均一に生み出すことを可能にしたのです。
コンピューターシミュレーションを駆使した精密な管体設計。安定した音程と美しい音色を生み出すため、製品の材質や加工法をも配慮して設計します。
ベルをつくる
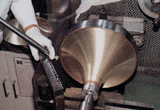
ヘラ絞り
真ちゅうの板を円形に切りスピニングフォーマーでヘラ絞りをします。
カーリング
ベルの外周に針金を巻き込みます。
朝顔胴の溶接
真ちゅう板を銀杏(いちょう)の葉の形に切り、フチを合わせ溶接し、芯金を入れて手作業で丸みをつけていきます。その後、溶接部をローラーで潰してなめらかにします。
朝顔胴の管引き
管引きして芯金に密着させ、テーパー管を作ります。
朝顔胴の氷曲げ
管引きされた朝顔胴の中に水を入れて凍らせた後、型に押しつけながら曲げていきます。
朝顔胴のバルジ加工
精密水圧成型で最終形状を作ります。
朝顔と朝顔胴の溶接
ベルと朝顔胴を溶接し、ヘラでなめらかにします。
曲管(テーパー管)をつくる
管引き
ベルと同様に、真ちゅうのストレートパイプの内径を広げたり、縮めたりしておおまかなテーパーを作ったのち管引きします。
氷曲げ
朝顔胴と同様に、管引きされたテーパー管の中に水を入れて凍らせた後、型に押しつけながら曲げていきます。
バルジ加工
朝顔胴と同様、精密水圧成型で最終形状を作ります。
ロータリーバルブ(バルブケーシング)をつくる
旋盤加工
コンピュータ制御の旋盤で真ちゅう棒から削り出しでバルブケーシングを作ります。
玉通し加工
枝管を玉通し加工し、寸法切りします。
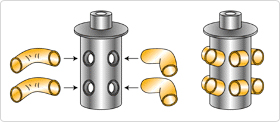
ロウ付け加工
バルブケーシングに枝管をロウ付けします。ロウ付けのフラックスを丁寧に洗浄し、内径テーパーやネジ部などを精密切削します。
ロータリーバルブ(ローター)をつくる
旋盤加工
コンピュータ制御の旋盤で真ちゅう棒から削り出しでローターを作ります。

ラッピング
バルブケーシングとラッピングします。

組立そしてついに仕上げ!
ハンダ組立
無理な力をかけないように注意してハンダ組立をします。

磨き
管体の表面を研磨材を塗ったバフ(布)できれいに磨きます。

塗装
塗装前処理として洗浄をしてから、ホコリのない特別な部屋で静電塗装をします。
ロータリー調整、抜差組み込み
ロータリーバルブの回転や抜差の動きなどを手作業で調整します。

検査(外観、機能、吹奏テスト)
エアリークテスターで息もれのチェック、ストロボチューナーで音程の調整など厳しい機能検査と吹奏テストを行い出荷します。