How a Tuba is Made
Making the Body
The first step is to shape the tube into a cone
The entire length of a tuba is conical, so the craftsman must begin by giving the tube this shape. There are various ways of doing so, such as cutting a fan shape from a sheet, then rolling it; or making a cone from a cylindrical pipe.
Turning a cylinder into a cone
If you try to immediately form a cone from a cylindrical pipe, the metal will wrinkle or fracture. You must first heat and shrink one section of the pipe then insert a slightly thicker item to widen the opposite end. From there, a smooth cone can be produced.

The processing is carried out in steps that yield a three-part tube. From a distance, it looks like a cone.
Bending it in one powerful movement!
The beautifully manufactured cone is actually crushed in order to bend it. This dramatic bending, however, does not create any angles. As the photograph shows, the tube is bent so that the squished section faces outward.

A tube that has been bent and crushed
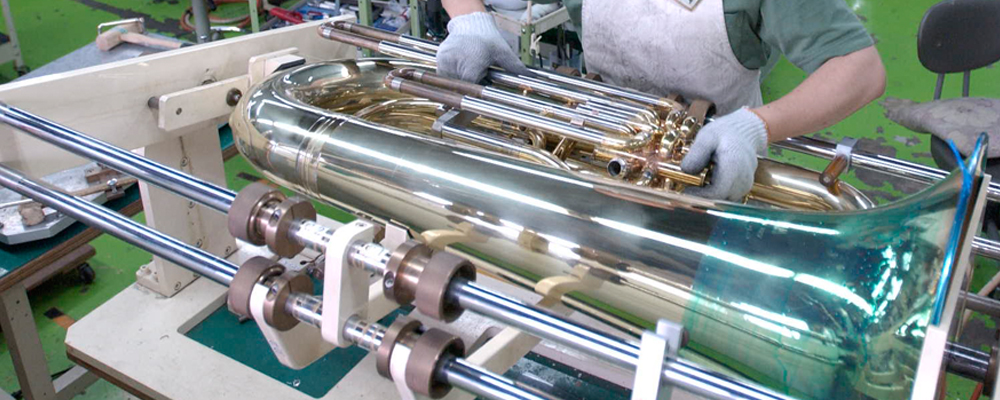
Using bulge forming to beautifully inflate the tube
The bent and crushed tube is fit into a metal mold, then water is pumped in from one end while the other end is plugged. Pressure is applied to inflate the tube nicely. This is called bulge forming. The process of bulge forming is the same for smaller cones.

After one round of bulge forming (left) and two rounds (right)

Before bulge forming (left) and after (right)
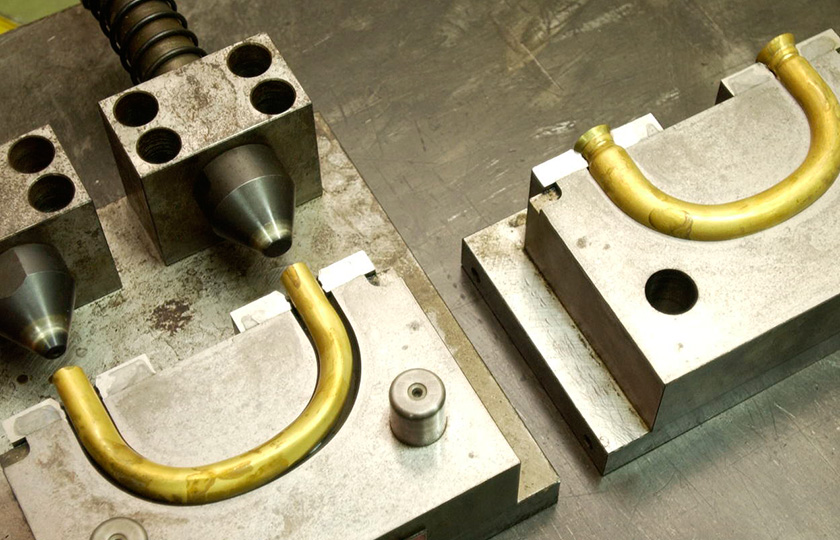
A tube that has been processed and fit into its mold. The example on the left shows the initial state (with gaps between the tube and the mold).
Some bending is also done by hand
Not only for tubas, but for other brass instruments as well, there are various ways to bend the tubes. The most old-fashioned approach is for a craftsman to do it by hand. For low volume, high-end models and prototypes, a well-practiced technique using leverage is the preferred choice. The craftsman has to employ skill and intuitive judgment to apply the right force at the right angle. The wood block shown in the picture is used to gauge the progress.

A thick acrylic bar bends the tube to specification

A wooden mold used to check for the proper bend
A technique for making a tube from two sheets
The tube can also be made by hand without using a mold. Two large metal sheets are cut and lined up, top and bottom, so that they can be welded. After welding, the joints are hammered flat and a metal bar is used to gradually bend the tube. A vertical bar is used on the inside while a horizontal bar intersects from the outside to massage the pipe into the right shape. A curved bar is also used to get the inside and outside to just the right specifications. This approach requires a very skilled craftsman indeed.

A secondary tube made by hand from sheet metal
Musical Instrument Guide:Tuba Contents
Origins
Structure
How to Play
How the Instrument is Made
Choosing an Instrument
Trivia
- A Massive Tuba from 100 Years Ago
- Depending on the Country, a Baritone is Not a Baritone
- The Cinbasso-Popular in Italian Opera
- All Brass Instruments Have Marching Band Models
- Famous Musical Pieces for the Tuba (Bass)
- The Compensating System for the Euphonium
- There are Various Mutes for the Tuba
- Ease of Playing Pedal Tones
- Why Are Tubas So Expensive?
- Do Jazz Musicians Play the Tuba?
- Brass Band Songs Featuring the Tuba
- An Instrument in the Key of B♭, Yet the Music is Written in C